

价格信息电议
![]() 执照已认证
执照已认证
钻石厂家钻石厂家
为保证服务质量,请尽快拨打
一、设备简介-------------------------3
二、设备结构-------------------------3
三、技术参数-------------------------4
四、操作界面-------------------------4
五、设备安装与连接-------------------5
六、操作步骤-------------------------6
七、常见问题解决---------------------6
八、设备维护、售后及保修--------------5
九、注意项---------------------------6
十、禁止项---------------------------6

一、设备简介
GLM-202A型金刚石线切割机用于脆性材料的精密切割。可切割陶瓷、玻璃、晶体、地质试样、金属及其合金、磁性材料、有机材料、纤维复合材料等。
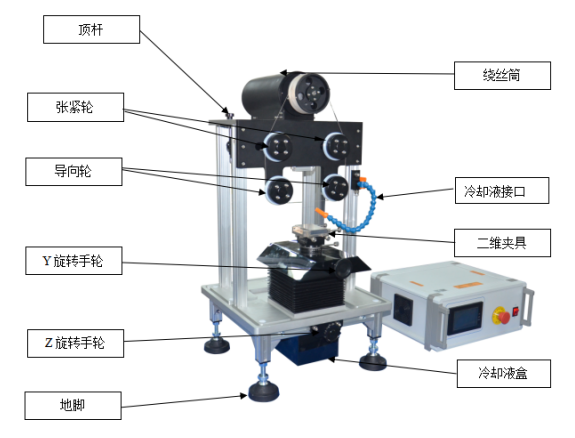
二、设备结构
三、仪器参数
主轴转速:2--260r/min
切割线总长度:≤20m
切割丝直径:≤0.45mm
Z轴有效行程:≤50mm
Y轴有效行程:≤50mm
二维夹具水平/倾斜转角:0-360°
切割最大工件直径和长度:Φ50×50mm
两导向轮内侧最大间距:100mm
电源:220V/50Hz
载物盘尺寸:80×51mm
机床外形尺寸(长*宽*高):414×500×750mm
净重:约40kg
四、使用方法
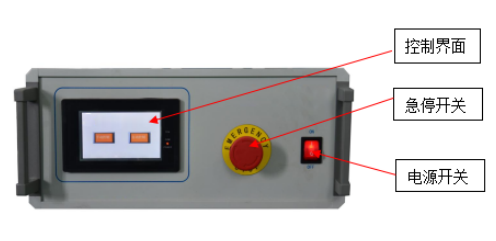
1、控制盒
1)控制盒显示器参数显示界面;急停开关,紧急情况下使用,切断电源;电源开关为设备总电源。
显示界面:开机显示界面。点击

即进入入对应控制页面。
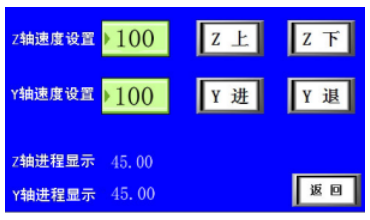
2)手动界面调整切割初始位置。点击进入数值设定,可设范围1-40mm/min;进程显示框内用于显示当前Z轴和Y轴运行的值。
3)自动控制参数界面输入切割参数。
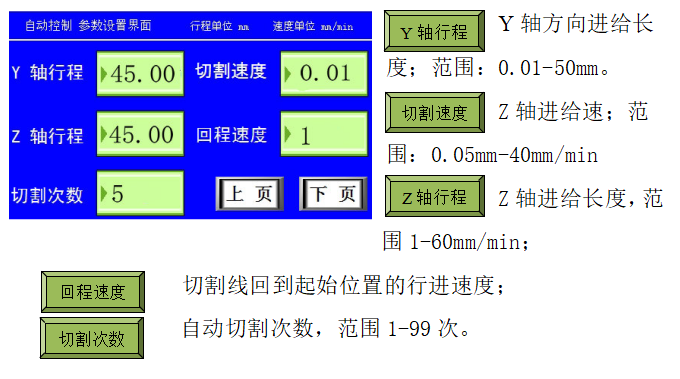
点击绿色数字输入或修改数值。
例如:采用0.42mm金刚石线,在10mm厚的石英玻璃上,切割一片厚度1mm样品。
首先手动控制X、Y轴,使金刚石线移动到初始切割位置;自动控制界面Y轴行程设置1.42(需要切割的厚度+线径);Z轴行程设置15(切割线尽量靠近初始位置最高点,根据样品宽度和硬度,设置数值为样品厚度+3~8mm,抵消切割线弧度-张角);回程速度设置40;切割次数设置2(第一次切割基准面,第二次切割样品要求厚度);参数设置完成。
使 用 操 作
一、设备安装与连接
1、水平调整
本机使用需工作台水平,调平时旋转调整螺母(顺时针升高,逆时针降低),达到水平时拧紧锁紧螺母。

2、电气部分连接
控制盒机身上及传输线上,分别标记有编号,按编号对应连接。
3、循环冷却系统连接
用配件中的PU软管连接水泵,软管的另一端连接到万向曲管的下端。放到附送冷却液盒里,并加入冷却液,超过水泵的进水口,然后将冷却液盒推入机器底部,对准排液口。
4、金刚石线安装
1)初始位置调整:将顶杆安装到设备两侧孔中,向里顶到底,锁紧直纹把手(图三)此时两个张紧轮固定在初始位置。
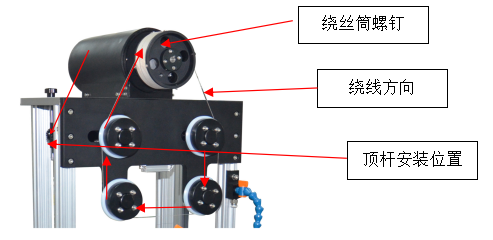
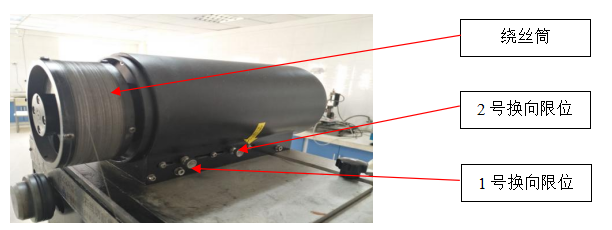
取下绕丝筒上防护罩,安装上线手柄,将绕丝筒停在后极限位置附近。目测绕丝筒紧固螺钉里边线与两个导向轮和两个张紧轮任意一个线槽在同一铅垂面内。
2)绕线:将金刚石线的一端固定,绕线顺序为:绕丝筒右侧 →右张紧轮→右导向轮→左导向轮 →左张紧轮→绕丝筒左侧,将金刚石线均匀的缠满在绕丝筒上,固定线的另一端,剪掉多余线头(图三)。
3)紧线:松开锁紧螺母,取出顶杆,此时在弹簧弹力的作用下会使两个张紧轮向外运动使切割线绷紧,摇动手柄将线摇到另一端,将两侧顶杆插入里端固定,打开绕丝筒上此端的固定螺丝,将多余的线收紧,剪掉多余线头,重复本步骤直至张紧轮停留在划槽中间位置,取下手柄。(注:金刚石线如有交叉,重叠等不许使用)。
4)调整换向限位:1号换向限位控制绕丝筒左运行换向位置;2号换向限位控制绕丝筒右运行换向位置。
a:摇动手柄将绕丝筒停止在中间位置
b:自动控制,转速由低到高运行,观察金刚石线位置。如需提前换向将对应换向限位向中间调整,如需延迟换向将对应换向限位向两侧方向调整。
c:调整后转速达到260r/min时,绕丝筒两侧剩余约5圈金刚石线为宜。
5)空载运行:金刚石线安装完成后,安装绕丝筒防护罩,由低速到高速,空载运行10分钟左右,无异常现象,上线完成。
二、操作步骤
1、切割前准备
1)检查电、气连接、水平度、冷却系统连接,无误后开启电源、打开气动开关。
2)放置样品
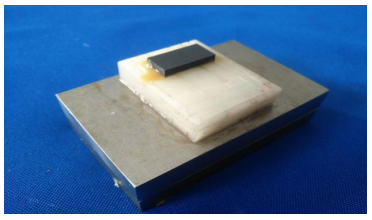
为避免加工时切割线切到工作台上的载物板,可用切割衬垫先固定在载物板上,然后把样品固定在衬垫上。衬垫优选择树脂陶瓷、石墨、玻璃、电木等,用石蜡将样品固定即可。
处理好的样品按要求固定在二维夹具上,并锁紧。
3)调整初始位置
点击“手动控制”进入控制界面,Z上/下、Y上/下控制切割线运行,调整样品切割初始位置(切割线尽量靠近样品切割面)。
4)设置参数
根据目标样品的切割要求设置自动切割参数(参见技术说明)
2、切割步骤
1)打开冷却液开关,调整出液口位置,对准切割面。
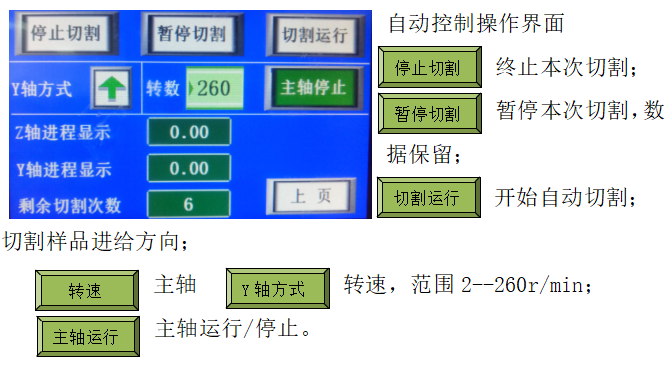
2)点击“主轴”开启主轴,调整切割线速度,在切割线运行、冷却液供给无异常现象后,点击“切割运行”开始切割。
切割过程中如需调整切割速度、回程速度,可点击“切割暂停”;如需调整其它参数可点击“停止切割”,调整参数后重新调整切割初始位置,按新参数重新开始切割。
程序运行结束后,切割线回到起始位置,关闭电源,取下样品,切割完成。
本网页所展示的有关【GLM-202A型金刚石线切割机】的信息/图片/参数等由的会员【】提供,由厂家库会员【】自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。您在本网页可以浏览【GLM-202A型金刚石线切割机】有关的信息/图片/价格等及提供【GLM-202A型金刚石线切割机】的商家公司简介、联系方式等信息。
在您的合法权益受到侵害时,请您致电133-4342-7575,我们将竭诚为您服务,感谢您对厂家库的关注与支持!
周一至周五
09:00 - 17:30
 微信客服
微信客服
微信公众号
 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情


 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情 查看详情
查看详情



